Skip to content
Skip to content
Firstly, what is fiber optical? Why we use fiber optical cable?
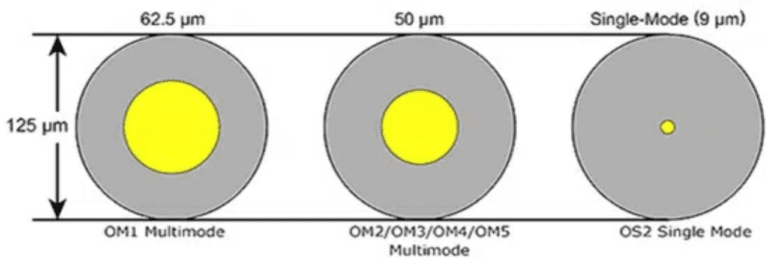
Optical fibers, also simply known as fiber optics, are thin strands made of glass or plastic that transmit light based on the principle of total internal reflection. These delicate fibers are encased in a plastic sheath, allowing them to bend without breaking. Typically, a light-emitting diode (LED) or a laser beam at one end of the fiber sends light pulses into the fiber, while a photo detector at the other end detects the pulses. Cables containing optical fibers are referred to as optical cables.
Fiber optic cable is an assembly similar to an electrical cable but containing one or more optical fibers that are used to carry light. The optical fiber elements are typically individually coated with plastic layers and contained in a protective tube suitable for the environment where the cable is used. Different types of optic fiber cable are used for different applications, for example long-distance telecommunication or providing a high-speed data connection between different parts of a building. Application areas include lighting and decorations, communication, medical industry, broadcasting, defence, and mechanical industries.
Then what is the manufacturing process of optical fiber cables production line? It mainly consists of the following four steps:

What is the manufacturing machine used in every process?
Fiber Coloring --- Optical Fiber Coloring Machine
The purpose of the coloring process production line is to apply bright, smooth, and stable colors to optical fibers, making them easily identifiable during both the production and usage phases of optical cable manufacturing. The main raw materials used in the coloring process are optical fibers and coloring inks. The coloring inks are available in 12 standard colors according to industry standards. When the number of fibers per tube exceeds 12, different colors can be mixed in various proportions to distinguish the optical fibers as needed.
Fiber coloring should meet the following requirements:
a. Color Stability: The colored optical fibers should not experience color migration or fading (even when wiped with butanone or alcohol).
b. Fiber Arrangement: The optical fibers should be neatly arranged, flat, and free from tangled or compressed lines.
c. Attenuation Standards: The optical fibers should meet the required attenuation specifications, and the OTDR test curve should show no steps or anomalies.
The equipment used in the optical fiber coloring process is the optical fiber coloring machine. This machine consists of the following components:
Fiber Pay-off Unit: For feeding the optical fiber.
Coloring Molds and Ink Supply System: For applying the ink to the fiber.
Ultraviolet (UV) Curing Oven: For curing the ink with UV light.
Traction System: For pulling the fiber through the machine.
Fiber Take-up Unit: For winding the finished colored fiber.
Electrical Control System: For controlling the entire process.
The main principle involves applying UV-curable ink to the surface of the optical fiber using the coloring molds. The ink is then cured and fixed onto the fiber surface by the UV curing oven, resulting in optical fibers that are easily distinguishable by color. The ink used is UV-curable ink.
Fiber Jacketing --- Optical Fiber Secondary Coating Extrusion Line
Fiber jacketing is also called optical fiber secondary coating process, it involves selecting appropriate polymer materials and using extrusion methods to apply a suitable loose tube around the optical fiber under optimal processing conditions. Additionally, a special optical fiber grease is filled between the tube and the fiber. This grease is designed to be chemically and physically stable over the long term, with suitable viscosity, excellent water resistance, and effective long-term protection for the optical fiber. It must also be fully compatible with the tube material.
As a key process in optical cable manufacturing, the secondary coating process requires careful attention to the following aspects:
a. Fiber Excess Length: Ensure proper management of the optical fiber's excess length.
b. Outer Diameter of the Loose Tube: Maintain precise control over the outer diameter of the loose tube.
c. Thickness of the Loose Tube: Ensure the thickness of the loose tube is consistent and within specifications.
d. Filling Degree of the Grease: Ensure that the optical fiber grease inside the tube is fully and uniformly filled.
e. Color Consistency of the Color-Coded Bundles: For color-coded bundles, ensure the colors are vivid, consistent, and easily distinguishable.
The equipment used in the optical fiber secondary coating process is the optical fiber secondary coating extrusion line. This equipment consists of several components:
Fiber Pay-off Rack: Holds and feeds the optical fiber into the system.
Grease Filling Device: Fills the loose tube with optical fiber grease.
Feeding and Drying Unit: Prepares and dries the materials before extrusion.
Plastic Extrusion Main Unit: Extrudes the plastic to form the secondary coating around the optical fiber.
Warm Water Cooling Tank: Cools the extruded plastic with warm water.
Wheel Traction System: Controls the tension and movement of the optical fiber and coating.
Cold Water Cooling Tank: Further cools the coated optical fiber with cold water.
Drying Device: Dries the coated fiber after cooling.
Online Diameter Measurement System: Monitors and controls the diameter of the coated fiber in real time.
Belt Traction System: Provides consistent pulling force to maintain proper tension.
Storage Line Device: Manages the storage and organization of the coated fiber.
Dual-Winder Take-Up: Wounds the finished optical fiber onto reels or spools.
Electrical Control System: Manages and controls the various functions and operations of the machine.
Each of these components plays a crucial role in ensuring the quality and consistency of the secondary coating process.
Fiber stranding --- Optical cable stranding machine

Fiber stranding process, is a crucial step in the optical cable manufacturing process. The purpose of fiber stranding is to enhance the flexibility and bendability of the optical cable, improve its tensile strength, and optimize its temperature characteristics. Additionally, this process allows for the production of optical cables with varying numbers of fibers by combining different numbers of loose tubes.
The main process parameters to control in fiber stranding are:
a. Stranding Pitch: The distance between the points where the fibers or strands are twisted together in the cable.
b. Binding Pitch and Tension: The distance between binding points (where the binding yarns are applied) and the tension of the binding yarns.
c. Pay-off and Take-up Tension: The tension applied to the fiber or cable during the pay-off (unwinding) and take-up (winding) processes.
The equipment used in the cable forming process is the optical cable stranding machine. This machine consists of several components:
Reinforcement Pay-off Device: Dispenses the reinforcement materials used in the cable.
Loose Tube Pay-off Device: Feeds the loose tubes that contain the optical fibers into the system.
SZ Stranding Unit: Twists the loose tubes or fibers into the cable configuration, often using an SZ (or Z) stranding pattern for optimal performance.
Forward and Reverse Binding Device: Applies binding yarns to the cable, with control over the binding pitch and tension.
Dual-Wheel Traction System: Ensures consistent pulling and tension control for the cable during the forming process.
Guiding Equipment: Directs the cable through various stages of the forming process.
Electrical Control System: Manages and controls the operation of the stranding machine and its components.
Each of these components plays a critical role in producing high-quality optical cables with the desired mechanical and performance characteristics.
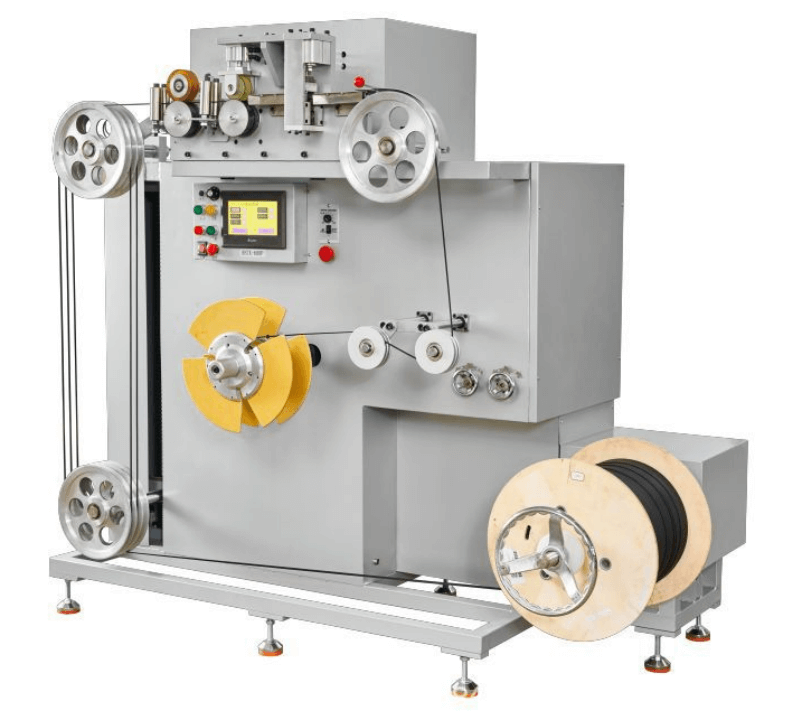
Cable jacketing --- Optical cable jacket extrusion machine
Depending on the different usage environments and installation conditions of optical cables, various jackets are applied to the cable core to provide mechanical protection for the fibers under different conditions. As the protective layer that shields optical cables from various special and complex external environments, the cable jacket must possess excellent mechanical properties, environmental resistance, and chemical corrosion resistance.
Mechanical properties refer to the ability of the optical cable to withstand various mechanical forces such as tension, side pressure, impact, twisting, repeated bending, and flexing during installation and use. The cable jacket must be able to endure these forces.
Environmental resistance refers to the cable's ability to withstand external factors during its service life, including UV radiation, temperature fluctuations, and moisture.
Chemical corrosion resistance denotes the cable jacket's capability to resist corrosion from acids, alkalis, oils, and other substances in special environments. For special properties such as flame retardancy, specialized plastic jackets must be used to ensure performance.
The process parameters that need to be controlled in the jacket manufacturing are:
a. Gap Between Steel/Aluminum Tape and Cable Core: The gap should be appropriately sized.
b. Overlap Width of Steel/Aluminum Tape: The overlap width must meet the specified requirements.
c. Thickness of PE Layer: The thickness of the polyethylene (PE) layer should meet the process specifications.
d. Print Quality: The markings on the cable should be clear, complete, and accurately spaced.
e. Cable Winding and Unwinding: The winding and unwinding of the cable should be neat and even.
The equipment used in the jacket manufacturing process is an optical cable jacket extrusion machine. This equipment consists of:
Cable Core Pay-off Device: For feeding the cable core.
Steel Wire Pay-off Device: For feeding the steel wires.
Steel (Aluminum) Longitudinal Wrapping and Rigid Forming Device: For applying and shaping the steel (aluminum) tape.
Grease Filling Device: For filling the grease.
Feeding and Drying Device: For supplying and drying materials.
90-degree Extrusion Main Unit: For the extrusion of the cable jacket.
Cooling Water Tank: For cooling the extruded jacket.
Belt Traction System: For pulling the cable through the extrusion line.
Portal Take-up Device: For winding the finished cable.
Electrical Control System: For controlling the entire process.
Each of these components plays an important role in ensuring the quality of the cable jacketing process.
After the optical fibers have been colored and the cable has been outfitted with its outer jacket, the production line moves into the final stages of manufacturing, which are crucial for ensuring the optical cable's performance and reliability. These last steps involve rigorous testing and quality control processes, as well as packaging and preparation for distribution.
Testing and Quality Control
1. Proof Testing: The first critical step in the final phase is proof testing. This process involves applying a tensile stress to the optical fiber to ensure its strength and durability. Proof testing helps to identify any potential weaknesses in the fiber that could lead to failure under normal operating conditions. Each fiber is tested to a predetermined stress level, and those that do not meet the required standards are discarded or reprocessed.
2. Attenuation Testing: Attenuation testing measures the amount of signal loss along the fiber. This is performed using an optical time-domain reflectometer (OTDR) or a similar device that sends light pulses through the fiber and analyzes the returned signal. Low attenuation levels are crucial for high-performance communication, as they ensure that data signals can travel long distances with minimal loss.
3. Cross-Section Inspection: For cables with multiple fibers, cross-section inspections are performed to verify that the fibers are properly aligned within the cable. This is essential to prevent crosstalk and ensure uniform performance across all fibers.
4. Environmental Testing: Optical cables are subjected to various environmental tests to simulate real-world conditions. These tests include temperature cycling, humidity exposure, and UV resistance to ensure that the cable can withstand environmental stresses without degrading.
5. Final Inspection and Certification: The final inspection involves a thorough check of the cable's physical appearance and dimensions. Certification ensures that the cable meets industry standards and specifications. Only after passing these stringent tests is the cable approved for shipment.
6. Packaging and Distribution
Once the cables have passed all quality control tests, they are prepared for packaging. Packaging is designed to protect the cables during transportation and storage. Typically, the cables are wound onto spools or reels and then wrapped in protective materials to prevent physical damage. Proper labeling is also crucial to ensure that the correct cables are shipped to the appropriate destinations.
Conclusion
The production line for optical cables is a highly sophisticated system that integrates various stages of manufacturing, each critical to the overall quality and performance of the final product. From the initial dyeing of optical fibers to the final testing and packaging, each step is meticulously controlled to ensure that the optical cables meet the rigorous demands of modern communication networks.
The importance of advanced manufacturing equipment and precise quality control cannot be overstated. In an era where high-speed data transmission and reliable connectivity are essential, the integrity of optical cables is paramount. By employing cutting-edge technology and adhering to stringent quality standards, manufacturers ensure that their optical cables provide optimal performance and durability in a wide range of applications.
The continuous advancement in optical cable production technology promises even greater capabilities and efficiencies in the future, further enhancing the backbone of global communication infrastructure. As the demand for higher data rates and more reliable networks grows, so too will the innovation and precision in optical cable manufacturing, paving the way for an increasingly connected world.