How Do Pre-Terminated Fiber Optic Solutions Improve Connection Quality, Handle Outdoor FTTA Demands (ODVA/FullAXS/NSN), and Lower TCO?

My projects keep getting denser, and time windows keep shrinking. Field terminations slow builds and inject random failures. I need predictable speed and clean results. Pre-terminated fiber gives me both with factory-built, plug-and-play assemblies.
Pre-terminated fiber cables ship with connectors installed, cleaned, and tested in a controlled factory. I skip on-site stripping, polishing, and most troubleshooting. The result is lower insertion loss, stable return loss, and faster commissioning with fewer specialists on the floor.1
A data center manager once called me after weeks of chasing intermittent errors. We replaced field work with pre-terminated trunks and labeled harnesses. Deployment time dropped by half, and the performance issues vanished. Since then, this has been my default for high-stakes schedules.
What Exactly Are Pre-Terminated Fiber Optic Solutions?
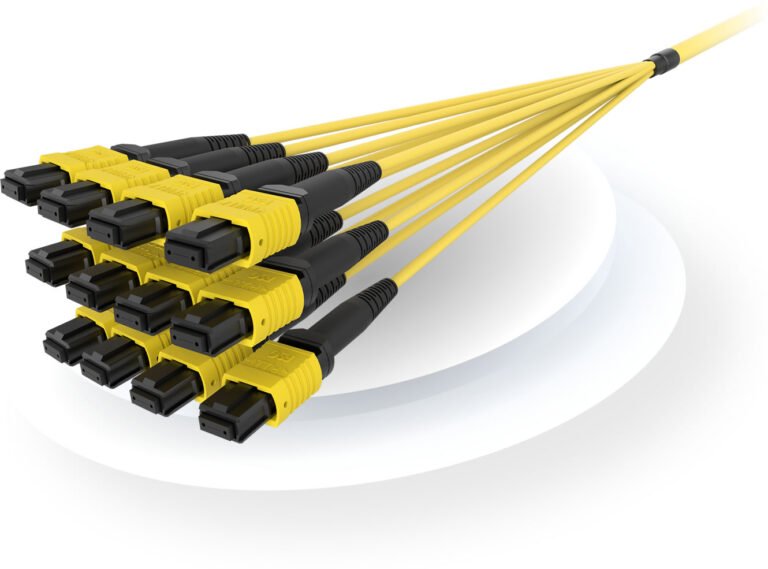
These are finished cables and modules—trunks, harnesses, and cassettes—built to my drawings. Connectors (LC, SC, MPO/MTP) are machine-polished, end-faces inspected, and every leg is IL/RL-tested before shipment. I route, protect bend radius, and plug in—no messy field work.2
Components and Fit
| Form Factor | What It Is | Where I Use It |
|---|---|---|
| MPO/MTP Trunk Cable | High-count backbone in one sheath | Spine↔Leaf, row-to-row, zone backbones |
| MPO/MTP Cassette | Breaks MPO/MTP to LC/SC front ports | Mixed device optics, clean patch fields |
| MPO→LC/SC Harness | Parallel to duplex fan-out | Leaf/server or collapsed-core upgrades |
| Pre-Terminated Patch Panel | Pre-populated, labeled, ready to land | Rapid cross-connect build-outs |
| Outdoor-Rated Pre-Term (FTTA) | PE/PU jacket, IP-rated boots, pull hardware | Towers, rooftops, small cells |
How Do Factory Terminations Ensure Connection Quality?
Field termination lives with dust, humidity, and variable skill. Factory pre-termination runs in a cleanroom with controlled polishing and automated inspection. That yields uniform ferrule geometry, clean end-faces, and predictable link budgets.3

Geometry, Cleanliness, and Test
End-Face & Ferrule Control
- Machine polishing holds apex offset and radius targets.
- Microscopic inspection applies IEC pass/fail rules for defects.
- Interferometry verifies end-face geometry on multi-fiber ferrules.
Certified IL/RL on Every Leg
I ask for IL/RL PDFs and a CSV per shipment. That lets my CMDB store baseline numbers for each link.
| Parameter (single-mode) | Factory Pre-Term (typical) | Field Termination (typical) |
|---|---|---|
| Insertion Loss (LC pair) | ≤ 0.25 dB | 0.30 dB → > 0.75 dB |
| Return Loss (APC) | ≥ 55 dB | Often inconsistent |
| Consistency | High | Variable |
| Testing | 100% ports | Spot-checked |
Can Pre-Terminated Solutions Really Speed Up Deployment and Lower Costs?
Yes. I remove the longest, most variable tasks from the site. Labor hours drop, rework collapses, and schedules become predictable. The Total Cost of Ownership improves even when unit cable price is higher.4
!cover image for h2
Tasks, Time, and TCO
Time by Task (per 100 links)
| Task | Field Termination | Pre-Terminated |
|---|---|---|
| Cable pulling | 8 h | 8 h |
| Connector termination | 40–50 h | 0 h |
| Testing & verification | 10–15 h | 2 h |
| Rework/troubleshooting | 5–10 h | 0–1 h |
| Total | 63–83 h | 10–11 h |
Hidden Costs You Avoid
- Fusion splicer kits and termination tool sets
- Consumables (epoxy, films, pucks, wipes)
- Repeat truck rolls for re-terminations and cleanup
- Schedule slip penalties and delayed time-to-service
Staffing Impact
| Resource | Traditional Fiber | Pre-Terminated Fiber |
|---|---|---|
| Skilled fiber techs | 2–3 per project | 0–1 per project |
| Specialized tools | Required | Minimal |
| Field test equipment | Extensive | Verification kit |
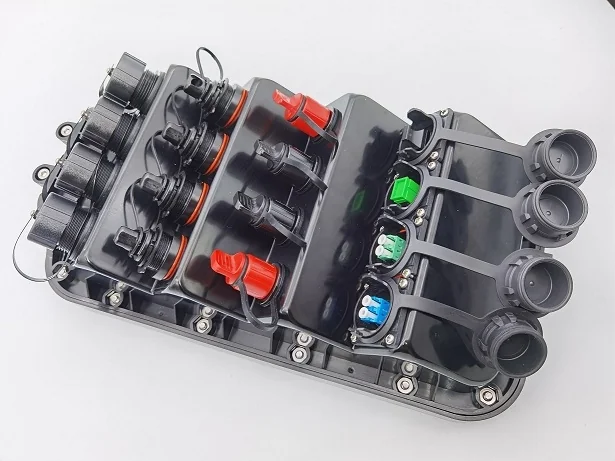
How Do Pre-Terminated Builds Cover Outdoor FTTA Needs (ODVA / FullAXS / NSN)?
FTTA lives in an outdoor environment. I face UV, rain, dust, heat, cold, and vibration. I use outdoor-rated assemblies with ODVA/PDLC, FullAXS, or NSN boots that mate to RRH/RRU ports. These systems bring IP67/IP68 waterproof sealing, keyed bayonet/thread interfaces, and strain-relief that tolerates real pull loads.56
Connector Systems for RRH/RRU
| System | Typical Port | Ingress Protection | Notes |
|---|---|---|---|
| ODVA / PDLC | Duplex LC in rugged shell | IP67 mated | Common on outdoor BBUs/RRH; quick mate, field-friendly |
| FullAXS | LC/SC/MPO in circular shell | IP67 mated | Tool-less bayonet; deep boot for splash zones |
| NSN | Duplex LC ruggedized | IP67 mated | Compact body, good for tight radio shrouds |
I order factory-fitted boots with dust caps. I keep caps on until the last minute. That habit alone saves many site revisits.
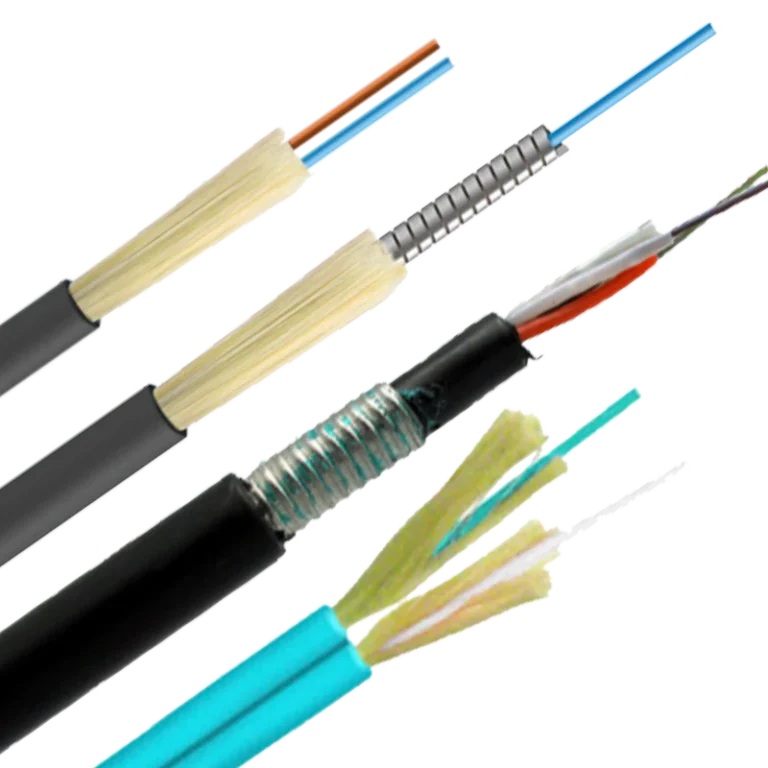
Outdoor Cable & Hardware Choices
| Item | Spec I Target | Why It Matters |
|---|---|---|
| Jacket | UV-stable PE with carbon black ≥ 2% | UV resistance, longevity |
| Water blocking | Dry-swell yarn or gel tape | Stops capillary ingress |
| Temperature range | −40 °C…+70 °C | Cold starts and mid-day heat |
| Ingress protection | IP67/IP68 at the device boot | Rain, washdown, dust6 |
| Hardware | Pulling eye/mesh sock | Safe hoists and tray pulls |
How Do I Manage Pull Tension and Waterproofing in the Field?
I treat pull tension and sealing as first-class requirements. I confirm short-term and long-term tensile ratings before I sign a PO, and I check that seals stay intact after routing.
Tensile Loads, Bend Control, and Seals
Tensile & Bend Targets (Typical)
| Parameter | Indoor Jumper | Outdoor Drop / Trunk |
|---|---|---|
| Short-term tension | 50 N | ≥ 300 N (armored options) |
| Long-term tension | 30 N | ≥ 100 N |
| Bend radius during pull | ≥ 20× OD | ≥ 20× OD |
| Bend radius installed | ≥ 10× OD | ≥ 10× OD |
Waterproofing Options
| Method | Where I Use It | Notes |
|---|---|---|
| Dry-swell SAP | Most outdoor trunks | Clean, light, fast swell |
| Gel tape | Legacy or high-risk ducts | Immediate seal, messier |
| Flooding gel | Older outside plant | Always active, heavy cleanup |
I always form a drip loop before the enclosure and verify grommets. A two-minute water test can save a two-day return visit.
Why Does Link Loss Matter—and How Do I Keep It Low?
Every splice and mated pair adds loss; every manual step adds risk. By cutting manual steps and holding tighter tolerances, pre-terminated designs reduce loss and stabilize margins for modern optics.
Link Budget at a Glance (Illustrative)
| Element | Qty | Allowance (dB) | Subtotal |
|---|---|---|---|
| Fiber @1310 nm (0.35 dB/km) — 120 m | — | 0.042 | 0.042 |
| MTP mated pair (low-loss) | 2 | 0.35 | 0.70 |
| Splice | 0 | 0.10 | 0.00 |
| Total | 0.742 |
Common Loss Sources
| Source of Loss | Description | Why It Happens |
|---|---|---|
| Connectors | Removable joints | Misalignment, debris, polish issues |
| Splices | Permanent joints | Fusion variability, contamination |
| Bends | Tight routing | Macrobending leakage |
| Field work | On-site termination | Dust, humidity, human error |
How Do Labels and Documentation Streamline Installs and Audits?
Factory labels (serial/QR, from-to port IDs, length, fiber type) arrive matched to my rack plan. I load the CSV into my CMDB and hand the crew a one-page polarity map. Audits and MACs stop being a time sink.
Label Fields I Lock on the PO
| Label Element | Purpose |
|---|---|
| Serial/QR | Traceability and warranty |
| From/To ports | Error-free patching |
| Length & fiber | Staging and capacity planning |
| Batch/Reel ID | Test data trace-back |
Conclusion
Pre-terminated fiber is more than a cable; it is a deployment method. Cleanroom-built links with guaranteed IL/RL let my team pull, plug, and pass on the first try. In outdoor FTTA, ruggedized systems like ODVA, FullAXS, and NSN add waterproof IP sealing and strain relief for real-world pulls. I finish faster, spend less on rework and test gear, and keep margins stable for 40/100/400G migrations. When schedule, outdoor durability, and reliability matter, factory pre-termination wins.
Summary
I defined pre-terminated assemblies, showed how factory geometry and testing raise quality, mapped outdoor FTTA needs (ODVA/FullAXS/NSN, IP67/IP68 waterproof, UV-rated jackets, tensile targets), and compared tasks, hours, and hidden costs against field work. I also shared a loss-budget template and the label fields I lock on every PO. Use this to deploy faster, reduce risk, and stay ready for the next speed step.
Windy City Wire — Field-terminated vs pre-terminated methods, schedule and cost trade-offs. ↩
CommScope — What pre-terminated fiber is and where it fits in modern networks. ↩
Versitron — IL/RL basics and why factory control improves consistency. ↩
AIMIFIBER — Advantages of pre-terminated fiber, deployment and performance benefits. ↩
FTTA rugged interfaces (ODVA/PDLC, FullAXS, NSN) commonly used on RRH/RRU ports; chosen for outdoor sealing and quick mate. ↩
IEC 60529 — IP65/67/68 ingress protection ratings used to define “waterproof/dust-tight” performance for outdoor connectors and enclosures. ↩ ↩