As global demand for Fiber to the Home (FTTH) continues to surge, telecom operators and manufacturers must adapt to meet the need for reliable high-speed connectivity. Setting up an FTTH drop cable extrusion line is pivotal for producing the cables critical to connecting end users to fiber optic networks. This guide breaks down the essentials, from selecting equipment to implementing workflow and quality control measures. Readers will gain insight into material selection, learn strategies to overcome operational challenges, and understand how to optimize production efficiency. Whether you're a telecom project manager, a production engineer, or a factory investor, this holistic approach will help you create a robust and efficient cable extrusion operation, paving the way for seamless FTTH deployment worldwide.
Starting Strong: A Guide to Setting Up Your FTTH Drop Cable Extrusion Line

Setting up an FTTH (Fiber to the Home) drop cable extrusion line is both a technical and strategic endeavor, requiring focus on design, process flow, and scalability. Establishing a reliable framework ensures not only operational efficiency but also the ability to meet growing demands as FTTH adoption accelerates globally.
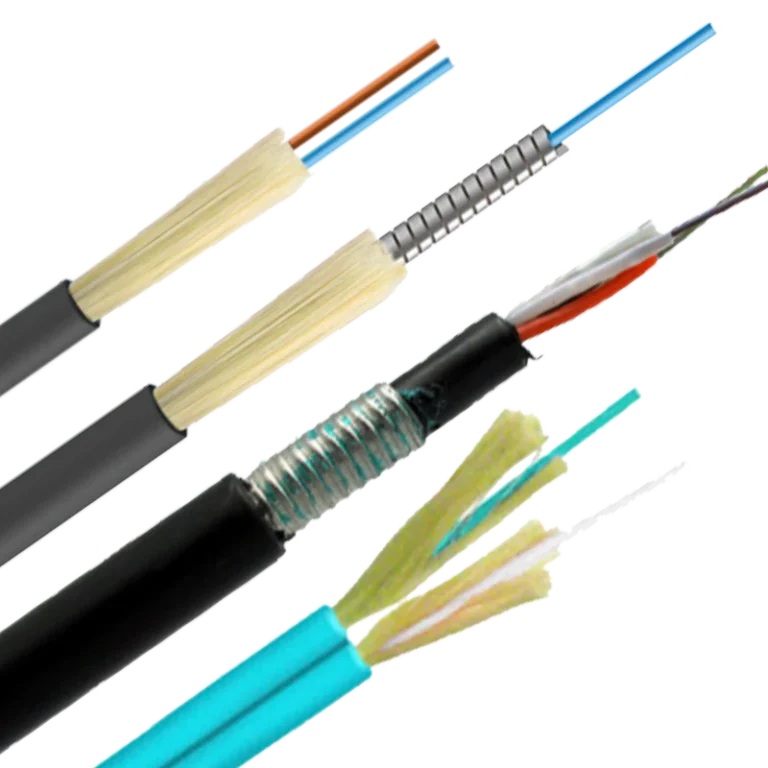
The foundation of an effective extrusion line lies in understanding the purpose and specifications of FTTH drop cables. These cables are designed to deliver high-speed internet directly to homes, making them pivotal in modern telecommunications. Consequently, precise and consistent manufacturing is critical. Tailoring the extrusion line to accommodate varying cable types—including aerial, duct, and indoor models—adds flexibility to production processes, benefiting manufacturers who cater to diverse market needs. This guide offers deeper insights into selecting between the different FTTH cable types.
Key considerations for layout and design should center around seamless workflow integration. The extrusion process involves several stages, including material feeding, extrusion, cooling, and coiling. Proper spatial planning ensures these components are well-organized. For instance, enabling smooth transitions between equipment reduces downtime caused by inefficient designs. Furthermore, temperature control mechanisms should be strategically positioned near the extrusion unit, as maintaining consistent temperatures directly impacts cable quality.
Automation plays a significant role in modern extrusion setups. By implementing automated control systems, manufacturers can minimize human errors, ensure uniformity, and boost output rates. For example, real-time monitoring systems integrated into the line offer valuable metrics, such as tension and diameter consistency. This data allows operators to make adjustments proactively, maintaining adherence to industry standards.
Another crucial aspect of setup is compliance with regional and international regulations. FTTH cable specifications, including mandatory certifications or minimum performance standards, differ by locale. Having a versatile extrusion line that can adapt to various regulations ensures expansion into new markets without hindering production timelines. Comprehensive research into market requirements is indispensable.
Finally, sustainability should not be overlooked. Eco-friendly practices, such as recycling scrap materials and optimizing energy efficiency, not only reduce operational costs but also enhance your position as a responsible manufacturer. By leveraging sustainable methodologies, FTTH factories can align with growing global demand for greener production solutions.
In summary, the overview of an FTTH drop cable extrusion line setup encapsulates the importance of planning for production diversity, integrating automation, and adhering to technical standards. Done correctly, this setup becomes the cornerstone of efficient, scalable, and future-proof manufacturing capabilities.
The Core Components and Configurations of an FTTH Drop Cable Extrusion Line
Setting up an FTTH (Fiber to the Home) drop cable extrusion line is an intricate process that hinges on the proper selection and configuration of essential equipment. A well-optimized line ensures the consistent quality, durability, and scalability of the cables produced. This chapter explores the indispensable elements required to establish a functional and efficient FTTH extrusion operation, shedding light on their roles and the importance of precise alignment.
At the heart of the setup is the principal piece of machinery: the extrusion line itself. This system typically involves multiple sections, including a pay-off station, extrusion die, cooling trough, printing unit, haul-off machine, and take-up reel. Each component must work in harmony with the others to maintain smooth production flow and adhere to industry standards for finished cables. The pay-off station ensures a continuous feed of optical fibers, which must be handled delicately to avoid disruptions in signal transmission.
Next is the extrusion die, where the protective outer sheath of the cable is applied. The material selection for this sheath is critical—commonly PVC, HDPE, or LSZH (low smoke zero halogen) compounds are used, depending on the required specifications and usage environment. This process must balance material density and wall thickness to protect the delicate optical fibers without compromising flexibility. Uniform extrusion is key to minimizing manufacturing defects, which could lead to performance issues over time.
Following the application of the sheath, the cable passes through a cooling trough. This stage solidifies the outer layer to maintain its shape and durability. Temperature control is vital here, as uneven cooling can cause surface imperfections or internal stresses in the material. Efficient water circulation systems are commonly employed to ensure consistency across the entire cable.
Once cooled, the cable undergoes printing and marking. This step involves labeling the cable with branding, specifications, or other identification marks. Accurate and smudge-resistant printing is essential, especially for longer production runs where traceability and product clarity can mitigate logistical and operational errors during installation.
The haul-off machine works in synchronization with the extrusion die and printing section. Its role is to pull the cable through the line at a steady rate, ensuring that tension remains consistent to prevent fiber strain. Misalignment here can compromise the integrity of the optical fibers or lead to uneven layers along the cable's surface.
Lastly, the take-up reel collects the finished product for storage or delivery. Adjustable reel speeds and tension settings are necessary to prevent deforming the cable during this final step.
To further enhance efficiency and adaptability, consider the layout of these components. A streamlined configuration reduces excessive material handling and energy wastage. For additional insights, this resource on fiber optic workshop layout offers valuable guidance on aligning equipment to maximize workflow efficiency.
In conclusion, designing a reliable FTTH extrusion line requires meticulous planning, with each component playing an integral role in preserving the optical properties of the cables. By optimizing equipment configurations and ensuring seamless integration, manufacturers can produce cables that meet both technical demands and market expectations.
Streamlining Process Workflow and Ensuring Quality in FTTH Drop Cable Extrusion
When setting up an FTTH drop cable extrusion line, mastering the process workflow and implementing rigorous quality control measures are critical for achieving consistent output and operational efficiency. This chapter delves into the integrated steps that constitute the extrusion workflow and highlights the quality assurance techniques used to maintain the high standards required for fiber optics production.
An FTTH drop cable extrusion line begins with the preparation of raw materials, specifically optical fibers, buffer coatings, and outer sheathing materials. The fibers are carefully unwound from their spools and aligned before entering the buffering process. Extrusion, in this context, refers to the production stage where a protective polymer coating is applied to the optical fiber. This stage enhances fiber durability and resistance, ensuring the cables can withstand environmental conditions during deployment. Precision here is paramount, as even minor variations in coating thickness or application defects can compromise cable performance.
Once the polymer coating is applied, the cables are passed through cooling systems, typically water or air-based units, to solidify the extrusion material. The cooling parameters must align with the manufacturer's specifications to avoid microcracks or surface irregularities. After cooling, the cables move into the annealing stage. This thermal treatment ensures dimensional stability, particularly for the outer sheathing, which must remain uniform across the entire cable length.
An equally important aspect of setting up the workflow involves integrating advanced quality control mechanisms at key points along the process. Inline quality checks often employ laser micrometers and high-precision cameras to monitor the optical consistency and physical dimensions of the cable in real time. These measurements verify the integrity of the extrusion, detecting any variations that could affect the intended specifications for tensile strength and signal attenuation. Additionally, tensile testing machinery can assess the mechanical properties of the cable, ensuring it meets global industry standards.
Another essential feature of workflow optimization is automation. Modern extrusion lines increasingly rely on programmable logic controllers (PLCs) that synchronize the various stages of the process, minimize human error, and enable seamless transitions between tasks. Automation also allows for rapid scaling when production lines need to adjust to higher manufacturing volumes.
Finally, quality control extends beyond the production floor to rigorous post-extrusion testing. Examples include flame retardancy evaluations, bending tests, and UV resistance simulations to certify that the finished cables perform as expected under real-world conditions. Implementing such testing protocols not only builds customer trust but also reduces long-term warranty claims and operational disruptions.
For further insights on enhancing process efficiency and the role of advanced machinery in extrusion workflows, explore this guide on choosing cable production lines. Understanding the importance of each step and following robust quality measures will ensure the FTTH drop cable extrusion line produces cables that meet the stringent demands of modern networks, even as industry requirements evolve.
Selecting Materials for Reliable and Efficient FTTH Drop Cable Production
In the realm of FTTH (Fiber to the Home) cable production, the choice of materials sets the foundation for both product quality and operational efficiency. The materials employed must meet rigorous standards to ensure durability, signal integrity, and adaptability across diverse installation environments. Understanding the properties and requirements of these materials can make the difference between a successful extrusion line and one plagued with inefficiencies.
At the heart of FTTH drop cables lies the optical fiber itself. Typically, G.657A2 and G.652D fibers dominate production due to their low bending loss, high signal transmission accuracy, and compatibility with modern networks. Their resilience in high-density urban and aerial installations makes them indispensable for FTTH applications. However, considerations such as fiber cost, availability, and long-term reliability should always be weighed during material procurement. Global fiber pricing trends offer valuable insights for budgeting these components effectively.
Beyond the optical fiber, the cable jacket material plays a crucial role in protecting the fiber under external stressors. Polyethylene (PE) is widely regarded as a preferred choice for outdoor drop cables, given its excellent resistance to UV radiation, moisture, and mechanical damage. For indoor cables, polyvinyl chloride (PVC) and low-smoke zero-halogen (LSZH) materials provide compatibility with fire safety specifications, signaling their importance in environments where regulatory compliance is non-negotiable.
The strength members inside the cable represent another pivotal consideration. These components—often made of fiber-reinforced plastic (FRP) or steel wires—offer tensile strength and reduce the likelihood of cable stretch, especially in aerial deployments. The selection of strength materials must account for factors such as installation tension, adverse weather conditions, and the operational lifespan expected in specific deployment scenarios.
From a production standpoint, incorporating high-quality buffer tubes and fillers ensures robust fiber protection while maintaining flexibility during cable handling. The buffering layer should mitigate mechanical stresses without adding unnecessary weight or cost to the cable. Moreover, water-blocking materials integrated into the design of outdoor models help prevent damage due to moisture ingress, further safeguarding long-term performance.
In summary, effective material selection for FTTH drop cables demands a balanced approach that considers the technical, environmental, and economic dimensions. Building expertise in these choices not only enhances product reliability but also streamlines the extrusion line processes. Those looking to optimize their fiber cable production line may find detailed guidance through resources like how to choose between aerial, duct, and indoor cable models for ensuring versatility in their output and addressing market demand proactively.
Overcoming Operational Challenges and Perfecting FTTH Drop Cable Extrusion
Producing FTTH drop cables through extrusion is a technical undertaking that requires precise attention to detail, operational efficiency, and a firm grasp of the processes involved. While the technology itself promises high-quality output when executed correctly, manufacturers often encounter operational challenges that can hinder progress. Identifying these challenges and implementing optimization strategies are pivotal to achieving consistent and reliable production.
Recognizing Key Operational Obstacles
One notable challenge in FTTH drop cable extrusion is maintaining precise control over temperature during the extrusion process. Temperature fluctuations can lead to inconsistencies in the cable's physical properties, causing defects in the sheath or affecting the quality of the optical fibers enclosed. Closely tied to this is the need for efficient cooling mechanisms. Without uniform cooling, the cables may not achieve the desired dimensional stability, which is critical for their functional performance in real-world applications.
Another significant hurdle comes from the compatibility of raw materials and machinery settings. FTTH drop cables involve thin coatings around sensitive optical fibers, demanding extrusion lines to operate with high precision. Machine calibration must match the material specifications perfectly; otherwise, excess material waste, poor adhesion, or insufficient protection of the fibers can result.
Operational bottlenecks also extend to production speed. Faster extrusion speeds may introduce mechanical stress, while slower speeds can reduce overall output efficiency. Striking a balance between throughput and quality is a common but critical area of improvement for manufacturers.
Strategies for Optimization
Optimization begins with advanced monitoring systems. Implementing sensors that feed real-time data about temperature, pressure, and material flow allows operators to adjust settings dynamically. Such adaptive technologies minimize the risk of errors and enhance process reliability.
Material preparation is another area that holds significant potential for optimization. Ensuring that optical fiber spools, polymer feedstock, and other raw materials are stored under controlled conditions can preempt many production issues. Additionally, partnerships with quality suppliers who understand the stringent requirements of FTTH drop cable production can streamline operations.
Machine maintenance should also be emphasized as part of the optimization strategy. Extrusion lines consist of high-precision components that degrade over time, especially under intensive use. Scheduling preventative maintenance minimizes unexpected downtime and keeps equipment operating at peak efficiency.
Finally, training factory operators to understand the intricacies of extrusion processes creates an environment of proactive problem-solving. Skilled personnel can recognize early signs of quality deviations and recommend adjustments before issues cascade into larger setbacks.
Seizing Long-Term Advantages
By addressing these common operational challenges head-on, manufacturers can produce FTTH drop cables that meet industry standards while reducing waste and boosting output efficiency. The implementation of cutting-edge technologies, proper material handling practices, and strategic workforce development ensures the extrusion line operates smoothly and profitably.
For those setting up a new fiber optic production facility or improving an existing one, insights on factory layout and infrastructure requirements can be explored further here.
Final thoughts
Setting up an FTTH drop cable extrusion line requires precise planning, high-quality equipment, efficient workflows, and robust quality controls. By selecting the right materials and addressing common operational challenges, manufacturers can ensure high performance and reliability in FTTH cable production. Each step, from conceptualization to optimization, plays a pivotal role in enabling widespread fiber optic network deployment. With these insights, stakeholders can confidently embark on or improve their extrusion line projects, helping to meet the growing demand for ultra-fast connectivity.
Contact AIMIFIBER to access expert solutions in FTTH cable, patch cords, pre-terminated assemblies, and customized fiber products. Let's meet your connectivity needs.
Learn more: https://aimifiber.com/contact-us/
About us
AIMIFIBER provides comprehensive pre-terminated fiber optic solutions, including FTTH cables, patch cords, pigtails, and FTTA products. We specialize in OEM/ODM services, designing customized fiber assemblies for telecom and data center projects. Whether you are scaling up FTTH projects or streamlining connectivity for large deployments, AIMIFIBER ensures top-quality products tailored to your exact requirements.