Can Pre-Terminated Fiber Cables Really Cut Unplanned Downtime?
Downtime drains money and trust. Field termination is slow and fragile. Tiny mistakes become big outages. I move the delicate work into the factory with pre-terminated kits, so crews plug, verify, and go live. That shift turns urgent firefights into a short, repeatable checklist.
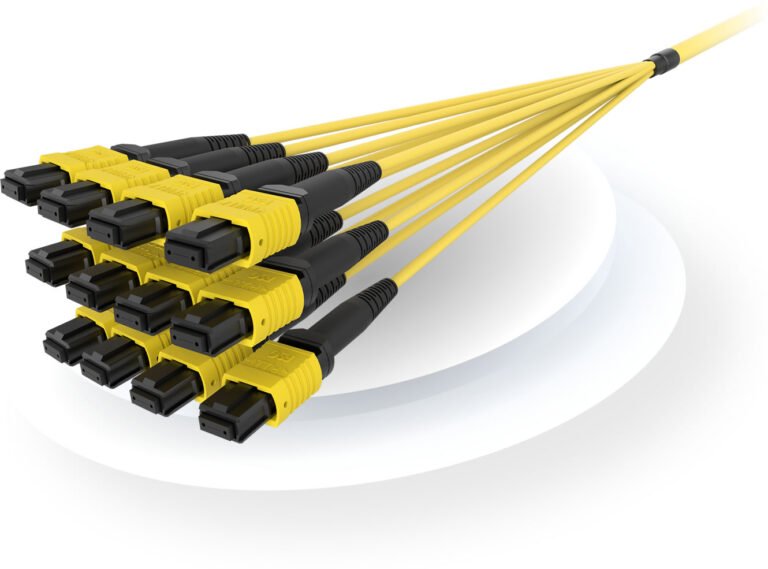
Yes. Pre-terminated fiber replaces variable field work with factory-built, tested links. Connectors arrive attached, labeled, and sealed, so teams make quick, consistent mates with basic tools. This reduces handling damage, cuts rework, and avoids splice-related failures—directly lowering unplanned downtime across sites and regions.
A US PM like my client Bayan once told me his crews kept chasing intermittent links. The pattern was the same: rushed terminations, dust, and repeat truck rolls. We switched to factory-tested trunks, hardened drops, and labeled harnesses. Site work dropped to cleaning, mating, and validation. Outages fell, SLAs recovered.
What Makes Pre-Terminated Fiber Different From Field Termination?
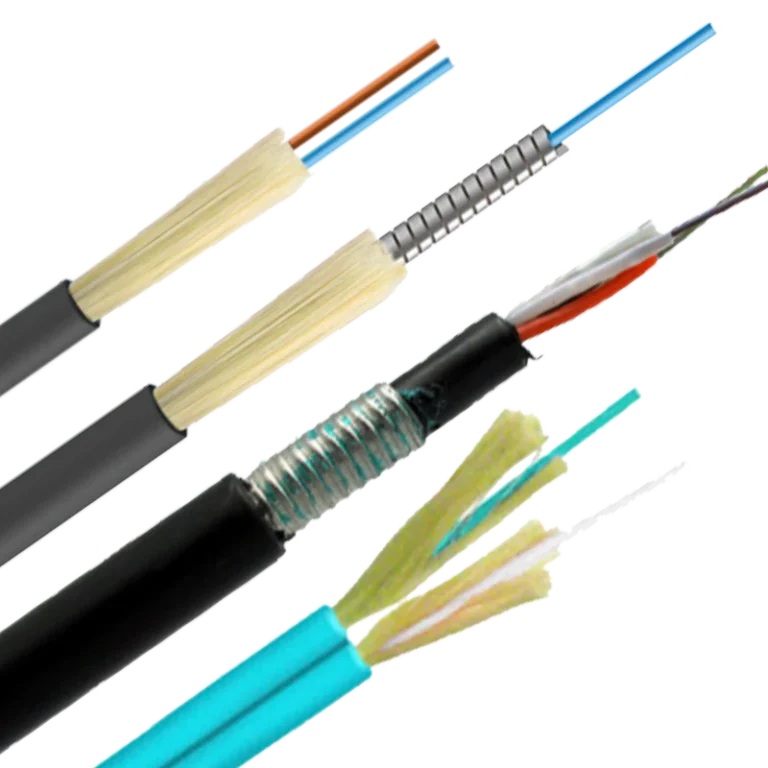
Both approaches move light from A to B, but the build path is not the same. Field termination builds links outdoors, under time pressure. Pre-terminated shifts termination and testing into a clean room, then ships a kit that matches your drawings. The difference shows up in loss, speed, and stability.
Pre-terminated cables are assembled and certified in a controlled factory. Field termination attaches connectors on-site. The first delivers uniform IL/RL and sealed endfaces; the second depends on skill, weather, and time. That is why pre-terminated links are faster to install and more reliable in service.
Factory vs. field at a glance
| Feature | Pre-Terminated (Factory) | Field-Terminated (On-Site) |
|---|---|---|
| Environment | Cleanroom, controlled | Dust, humidity, wind |
| Tools | Automated polishers, interferometer | Hand tools, portable kits |
| QA | 100% IL/RL + endface records | Spot checks, variable |
| Result | Uniform performance | Inconsistent, higher failure risk |
| Time on site | Short, repeatable | Long, skill-dependent |
Quality control you cannot replicate on site
| Test | Typical Guide | Why it matters |
|---|---|---|
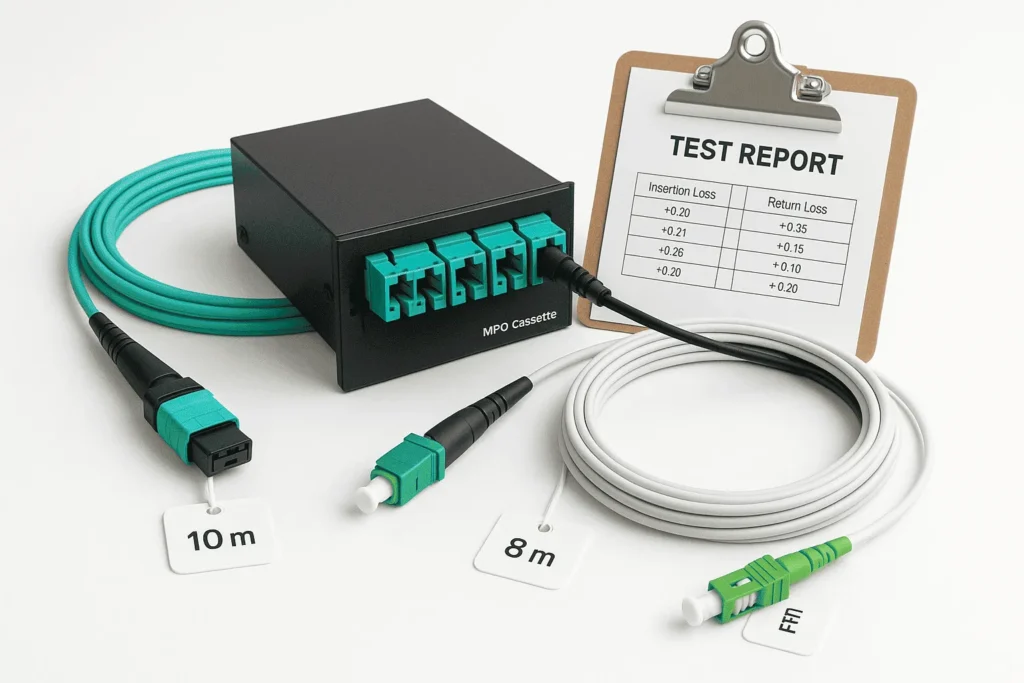
| Insertion Loss (IL) | LC ≤0.35 dB; MPO ≤0.35 dB (≤0.20 dB low-loss) | Power budget margin — see FOA’s loss budget basics |
| Return Loss (RL) | LC/UPC ≥50 dB; LC/APC ≥60 dB; MPO SM ≥26 dB | Reflection control |
| Endface | IEC 61300-3-35 pass | Clean, durable mates — explained by Fluke Networks |
| Polarity | A/B/C as ordered | Tx→Rx integrity — MPO polarity overview by FOA |
External: Corning on plug-and-play speed — Ready, steady, go.
Internal: Benefits overview · Data-center cassettes & trunks.
How Do Pre-Terminated Links Prevent Handling Damage and Reduce Downtime?
Speed is not the only gain. Connectors live through hundreds of mating cycles. Poor endfaces scratch, pit, and drift out of spec. I rely on factory polishing and sealed caps so the surface stays smooth and strong. That alone removes a common root cause of intermittent faults.
Factory polishing creates a harder, smoother endface and ships it clean and sealed. This resists micro-scratches from repeated mates far better than variable hand finishes. Fewer damaged connectors means fewer intermittent links, fewer truck rolls, and less unplanned downtime over the life of the network.
Mating-cycle reality
| Connector | Typical Rating | Field Risk | Factory Mitigation |
|---|---|---|---|
| LC/UPC | 500–1000 cycles | Dust scratches, stress | Sealed caps, endface QA |
| LC/APC | 500–1000 cycles | Angle drift, debris | Geometry control, test |
| MPO/MTP | 200–500 cycles | Pin/guide wear, debris | Low-loss ferrules, cleaning map |
Common damage patterns (and fixes)
- Dust scratches: clean both sides, scope, re-mate; use caps in storage. See our maintenance guide.
- Chips/pitting: replace the jumper; log serial for traceability.
- Bent boots/tug damage: switch to ruggedized patch cords or armored options on high-touch ports.
Internal: Maximize uptime · Avoid installation errors.
External: Prysmian’s intro — What are pre-terminated fibre cables.
Why Does Traditional Deployment Keep Causing Outages?
The failure chain is predictable: long splicing windows, scarce senior techs, and harsh sites. Each rushed splice adds loss and rework. Multiplied across towers or racks, the schedule slips and SLAs suffer. I reduce variance by removing most on-site splicing altogether.
On-site splicing is slow and error-prone. It needs certified technicians and clean space that many sites lack. Each bad splice forces retests and truck rolls. Pre-terminated shifts that precision into the factory, so crews mount, clean, mate, and verify—faster and with fewer faults.
Where the minutes go (typical per site)
| Task | Field Splice Build | Pre-Terminated |
|---|---|---|
| Fiber prep & fusion | 60–180 min | 0 |
| Clean & inspect | 20–30 min | 20–30 min |
| Route & secure | 30–60 min | 30–60 min |
| Test & record | 20–40 min | 15–30 min |
| Total | 130–310 min | 65–120 min |
Downtime root causes and mitigations
| Cause | Impact | Pre-Terminated Mitigation |
|---|---|---|
| Splice errors | High IL, flaps | Remove splices; ship tested links |
| Dirty endfaces | Intermittent loss | Sealed caps + cleaning SOP |
| Skill gaps | Slow fixes | Simple, labeled plug-ins |
| Weather | Work stops | Short, indoor-first tasks |
Real-world: storm repair in Brazil restored in hours using overnight pre-terminated assemblies—no on-site termination required. See our FTTA solution and hardened connectors lineup.
What Should Procurement Lock Before PO to Avoid Rework?
Downtime drops when the kit matches the drawing. I freeze fiber counts, polarity, shells, and labels early. I also define test formats and packing rules. When buyers and engineers share this checklist, the shipment lands installation-ready, not rework-ready.
Confirm fiber type, counts, lengths, jacket, connector shells, polarity and pinning, pull eyes, and label schema. Require serialized IL/RL reports and label maps. Align delivery batches, lead time, and Incoterms. This removes guesswork on site and prevents schedule slips.

Procurement checklist (copy/paste)
| Item | Spec to confirm | Doc required | Lead time | Incoterm |
|---|---|---|---|---|
| Fiber & counts | OS2/OM4; 8F/12F/24F | Test sheets (CSV/PDF) | 2–4 wks | EXW/CIF |
| Connector shells | MPO pinning; LC/APC or LC/UPC; OptiTap/FullAXS/ODVA/NSN/PDLC | BOM + drawings | ||
| Polarity | A/B/C | Route & label map | ||
| Jackets | OSP PE / LSZH / armored | Material list | ||
| Pulling aids | Eyes/grips | Install note | ||
| Labels | Port map, QR/barcode | Label sample |
Acceptance test plan
| Test | Pass criteria | Tool |
|---|---|---|
| Endface | IEC 61300-3-35 pass | Scope |
| IL/RL per leg | Within budget | OLTS/OTDR |
| Polarity verify | Tx→Rx correct | Visual tracer |
Need samples or test reports? Email: sophie@aimifiber.com · WhatsApp: +86 159 8671 2587 · Or use our contact page.
Conclusion
Pre-terminated fiber moves precision work into the factory and ships performance you can trust. With sealed, labeled, tested links, crews spend time installing, not building. That cuts hours per site, reduces handling damage, and shrinks outage risk. If your targets include faster turn-ups, fewer truck rolls, and steadier SLAs, pre-terminated is the simplest way to protect uptime and budgets across your network.